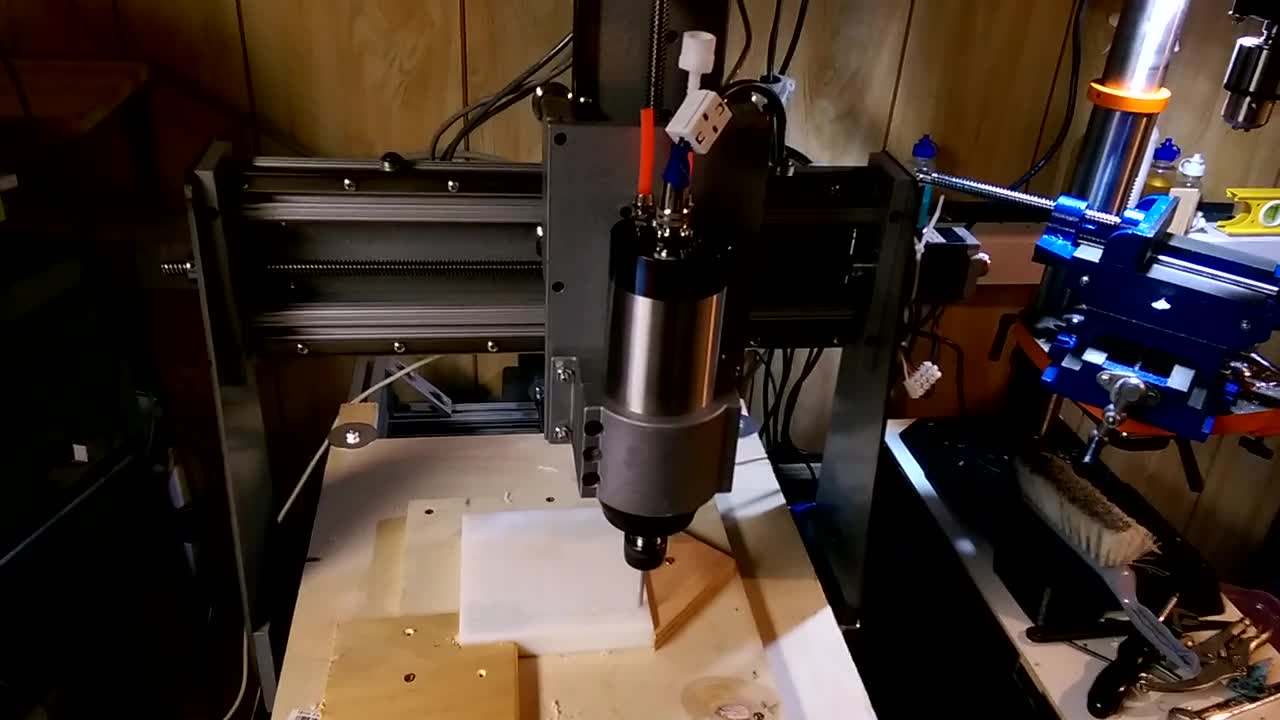
CNC - simple G code drill operation into soft plastic
This video shows a basic drill operation using a few lines of G code.
The spindle was manually adjusted into position using Chilipeppr software before starting the operation.
I found it fairly quick to program just automate 1 drill operation then go the the next location and stop. If nothing went wrong, just click the run button again to start the next hole..
Here is G-code with additional spindle automation and lots of comments:
(Drill holes and go to next position to prepare for next hole.)
(Drill bit size #23, 20-55 RPM. Soft plastic)
(Only drill ? holes at a time to allow clearing of shavings)
(Set bit about 1/4" above work piece)
G20
M03 (SPINDLE ON clockwise)
G04 P5.0(Wait for spindle to ramp up)
G91 G01 F20 Z-0.50 (Drill hole - G91 is incremental mode, G01=move at feedrate F, G00 is move at max rate)
G91 G00 Z0.50 (raise drill out of material)
G91 G00 X1.00 (Go to hole 2 location 1" on x axis)
(repeat as needed for more holes)
(End of drilling)
M05 (stop spindle)
M02 (end program)
-
 13:01
13:01
Electronic Investigation
4 years agoSylvania SC741 Stereo Console - Repair and Refinish (#004)
3583 -
 0:32
0:32
Electronic Investigation
4 years agoCNC aluminum with simple G code -early testing
1083 -
 3:06
3:06
Reuters Innovation
4 years agoPaving the way: Kenyan recycles plastic into bricks
172 -
 0:28
0:28
Rich_Stadler
5 years ago $0.02 earnedCnc plastic routing
94 -
 16:40
16:40
MGSHAF2
4 years agoA SIMPLE HOW-TO!
1522 -
 0:47
0:47
5DogsInc
4 years ago $0.01 earnedSimple Joy!
113 -
 3:55
3:55
LearnHowToQuilt
4 years ago $0.01 earnedSimple Table Runners
1741 -
 21:37
21:37
Forrest Galante
16 hours ago6 Deadly Sea Monsters That Actually Exist
117K8 -
 LIVE
LIVE
JdaDelete
4 hours ago $1.37 earnedElden Ring | First Playthrough Episode 10
177 watching -
 8:10
8:10
MattMorseTV
1 day ago $65.93 earnedDemocrats caught COLLUDING with Epstein.
84.6K133