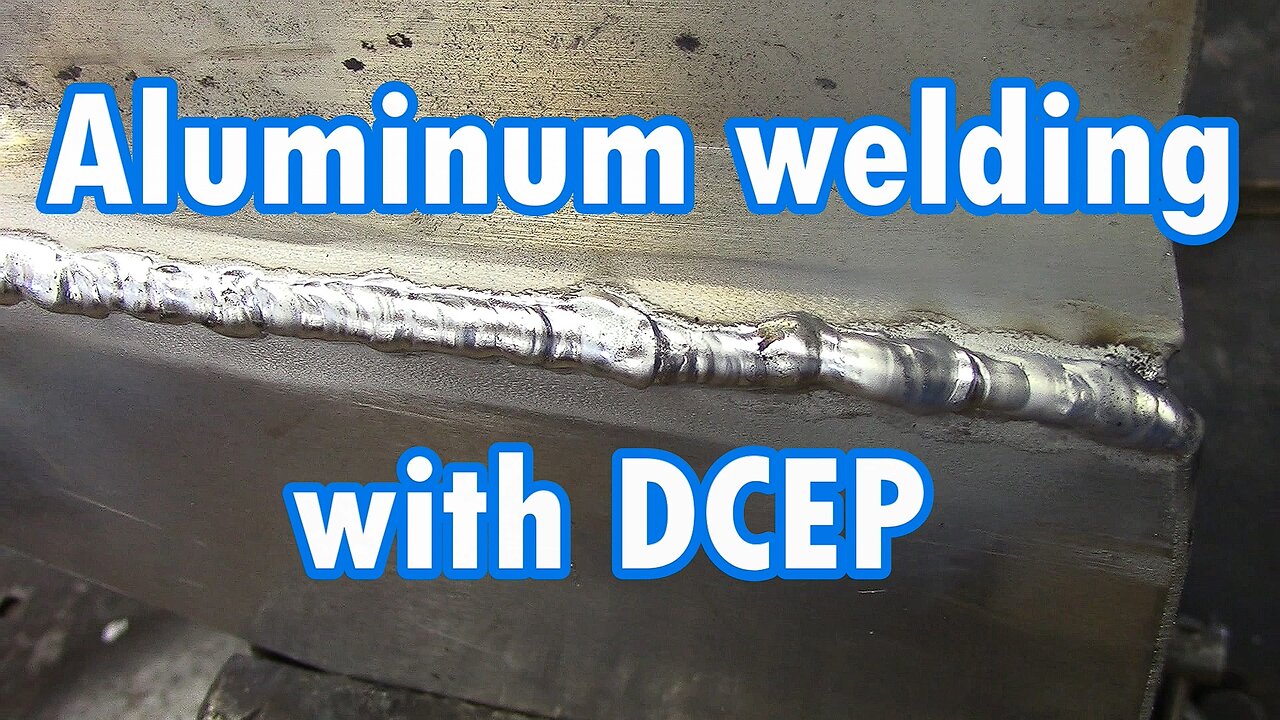
Aluminum Welding with DCEP
I had a request for this video of aluminum welding with Direct Current Electrode Positive or DCEP by a subscriber named Immigrant Freedom. I have never tried this before, and maybe it is just me or my machine, but I could not hold a consistent arc unless I had the high frequency arc start on, and using my thumb control. With the use of both of those it welded ok, but was still a very hot arc which made the use of a large tungsten electrode, 1/8” or 5/32” a necessity, and because your welding at the electrical companies 60 hertz input and output the tungsten will ball, this makes welding thinner materials more difficult as it is much harder to direct the arc with a balled tungsten compared with a sharp tungsten, square wave and 200 hertz output. Also all the excess heat is rough on ceramic cups, I ruined a couple making this video. All in all this does work, but if you already need to have the thumb control and high frequency arc starting, why not get an AC/DC machine. Now that I know it works I will stick to my AC high frequency arc starting square wave technology Miller Dynasty 200. Sorry Immigration Freedom I am pretty sure this was not what you wanted to hear, but I’m always going give it my best shot and my opinion, good luck!
Below are the addresses my YouTube channel which I no longer have access to, my Instagram page, HRI Services welding Facebook page, and my Outdoor Pursuits Facebook page.
https://www.millerwelds.com/
https://www.doorcounty.com/
https://www.usa.canon.com/
https://www.youtube.com/@HRIservicesllcSturgeonBay
https://www.instagram.com/hri_services/
https://www.facebook.com/HRIServicesllc/
https://www.facebook.com/groups/218766029078898
-
 2:11:17
2:11:17
Side Scrollers Podcast
17 hours agoINSANE Illegal Migrant Propaganda Xbox Game + Paypal REFUSES To Pay Dev + More | Side Scrollers
48.6K1 -
 20:58
20:58
GritsGG
1 day agoProtect the President Challenge on Warzone!
2.01K -
 1:49:07
1:49:07
The Michelle Moore Show
2 days ago'Biden's Immigration Mess, President's Trump Spiritual Cry For Help, English Speaking Truckers Only, Woke CEO's Killing of Conservative Brands, Palantir's Kill Chain' Mark Taylor: The Michelle Moore Show (Aug 25, 2025)
26.8K91 -
 LIVE
LIVE
Lofi Girl
2 years agoSynthwave Radio 🌌 - beats to chill/game to
187 watching -
 2:14:18
2:14:18
The Pascal Show
12 hours ago $0.04 earnedTHEY LIED TO POLICE AGAIN? Jake & Rebecca Haro Have Lost Their Minds! Emmanuel Haro Search Continues
1.66K -
 1:25:52
1:25:52
TruthStream with Joe and Scott
2 days agoSG Sits Down w/ LT From "And We Know": An 80K FT View of Humanity's Great Awakening from 8/22/2025
11.2K16 -
 15:54
15:54
Lacey Mae ASMR
10 hours ago $0.55 earnedASMR For Sleep in 15 Minutes!
5.99K4 -
 3:16:38
3:16:38
Price of Reason
11 hours agoTrump FIRES Fed Governor Lisa Cook! Cracker Barrel CRISIS Continues! James Gunn DCU Woes! Gamescon!
106K7 -
 2:25:01
2:25:01
FreshandFit
6 hours agoTyreek Hill Pays Ex Wife $1 Million in Ongoing Fees From Divorce?!
30.5K3 -
 2:03:46
2:03:46
Inverted World Live
8 hours agoHaunted Dolls Hack Amazon Alexa | Ep. 98
104K2